
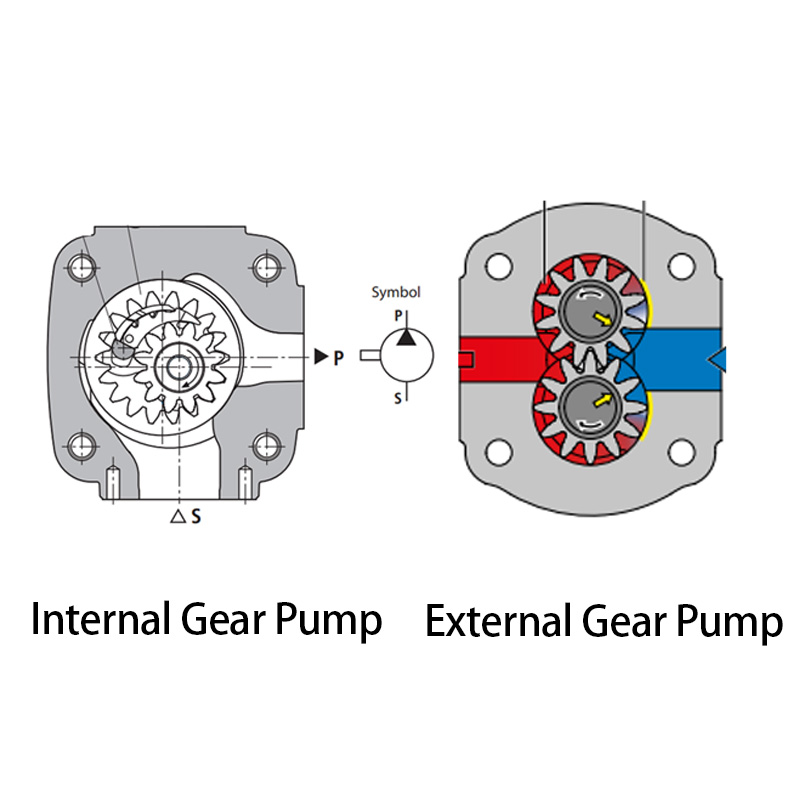
Hydraulic gear pumps are essential components in a wide range of industrial, mobile, and agricultural machinery. As a type of positive displacement pump, gear pumps convert mechanical energy into fluid power by trapping fixed volumes of fluid between meshing gears and forcing it through the system.
In many applications—such as hydraulic presses, excavators, tractors, machine tools, fluid power systems, and lubrication circuits—these pumps play a critical role. They supply the necessary flow and pressure that hydraulic systems need to operate actuators, motors, cylinders, and other components. When a gear pump fails or underperforms, the consequences can include loss of efficiency, increased energy consumption, unpredictable machine behavior, higher maintenance costs, and even catastrophic shutdowns.
What Happens When a Gear Pump Fails
A hydraulic gear pump failure does not always appear suddenly. More often, various small degradations accumulate until the pump’s performance drops significantly. Understanding the underlying failure mechanisms helps in diagnosing symptoms early, making repairs less costly, and preventing unexpected downtime.
Common Causes of Gear Pump Failure
Here are several key causes backed by industry studies and reliability analyses:
-
Fluid contamination
Dirt, metal particles, or other foreign matter in the fluid are among the leading causes of gear pump failure. Abrasive particles increase wear on gear teeth, bushings, and seals. Contaminants also degrade lubrication, upset tolerances, and hasten failure. -
Poor fluid quality or incorrect viscosity
Using hydraulic fluids with wrong viscosity (too high or too low), degraded additives, or with moisture/water content can reduce lubrication effectiveness, increase internal leakage, raise operating temperature, and promote damage. -
Air entrainment / cavitation / aeration
Air entering the fluid or forming bubbles inside the pump (aeration), or conditions where vapor bubbles form and collapse violently (cavitation), cause noise, reduce flow, damage internal surfaces, and lower efficiency. These are especially problematic in the inlet side of the pump. -
Overpressure / pressure spikes / hydraulic shock
If the pump or system operates beyond the pressure ratings, or sudden surges occur (for example when valves close abruptly), this can stress seals, gear teeth, casings, and bearings. Over time, fatigue or mechanical failures occur. -
Wear and mechanical damage
Normal mechanical wear (gear teeth, clearances, bearing surfaces) accumulates. If clearances grow too large, internal leakage increases, efficiency drops. Gear tooth damage (pitting, scoring, fatigue) or misalignment also contribute. -
Operating conditions (temperature, load, speed, duty cycle)
Running at excessive temperature, under heavy load or continuously at high speed without rest or adequate cooling will accelerate all of the above failure modes.
Why Early Detection Matters
-
Cost savings: Small repairs (seal replacement, filtration improvement) are much cheaper than replacing a pump or repairing collateral damage.
-
Minimized downtime: Unplanned shutdowns can be very costly in industrial, agricultural, or mobile equipment settings.
-
Extended lifespan: By catching symptoms early and maintaining proper operating conditions, you can significantly extend pump life.
-
Safety: Overpressure, overheated fluid, or mechanical failure can lead to safety hazards (fluid leaks, bursts, etc.).

Symptom #1: Unusual Noise
When a hydraulic gear pump starts producing sounds that are out of the ordinary, it is often one of the earliest warning signs of internal trouble. Recognising and diagnosing these noises promptly can help prevent serious damage and costly downtime.
Possible Causes
Here are some of the main internal or systemic causes behind these noises, supported by technical sources:
-
Aeration (air ingress into the pump)
-
When air enters the suction line or through seals, fittings, or via a low fluid level in the reservoir, it can cause foam, erratic flow, and rattling or gurgling sounds.
-
Example: Loose fittings, cracked hose, porous suction lines, worn shaft seals are common entry points for air.
-
-
Cavitation
-
Occurs when the pressure in the pump inlet drops below the vapor pressure of the hydraulic fluid, causing bubbles (vapor cavities) to form; then when these bubbles collapse, they create sharp, rhythmic, high-frequency impacts/noise. Over time, these cause erosion of gear teeth and internal pump surfaces.
-
Common triggers: insufficient Net Positive Suction Head (NPSH), high fluid viscosity (especially at low temperature), partial blockage at suction, reservoir or filter restrictions.
-
-
Turbulence and Flow Disturbances
-
Sudden changes in flow path, sharp bends or constrictions in suction or return lines, vibrations, loose or misaligned components can cause turbulent flow, leading to noise.
-
-
Mechanical Wear or Damage
-
Worn gear teeth, misalignment of gears, damage in bearings or housings, damaged splines or keyways. These degrade smooth gear meshing and can produce higher noise levels as surfaces don’t match precisely.
-
-
Operating Conditions
-
Low fluid levels, fluid too cold (very high viscosity), high speed, poor reservoir venting. These conditions worsen aeration/cavitation and noise.
-
Remedies & Prevention
Once the cause is identified, here are common corrective and preventive measures:
-
Tighten or replace loose/leaky fittings, hoses, shaft seals
-
Ensure reservoir fluid level is maintained; avoid having suction line too high or too exposed to air pickup
-
Clean or replace filters/strainers; eliminate restrictions in suction/return lines
-
Warm up fluid if operating in cold conditions; ensure fluid viscosity is suitable for ambient and operating temperature
-
Design or adjust reservoir ventilation; ensure adequate headspace and proper venting to avoid vortices
-
Operate pump within its performance curve; avoid excessive speed or load beyond design
Symptom #2: Loss of Pressure / Reduced Flow
When a hydraulic gear pump no longer delivers the expected pressure or flow, it is often one of the more serious symptoms. Pumps with reduced flow or failing to maintain system pressure can compromise the performance of the entire hydraulic circuit, leading to slower operation, reduced load capacity, or inability to perform required tasks.
What “Loss of Pressure / Reduced Flow” Looks Like
Some ways this symptom may manifest:
-
Actuators (cylinders, motors) extend or retract more slowly than normal
-
System takes longer than usual to reach set pressure or never reaches it
-
Drop in output flow rate under load
-
“Spongy” or weak response in hydraulic operations
-
Intermittent loss of force or motion, especially under peak demand
Possible Causes
Here are the main causes of pressure or flow loss in hydraulic gear pumps, supported by technical sources:
-
Internal leakage / slip inside the pump
As gears, housing, bearings, or wear plates become worn, clearances increase, allowing fluid to bypass from high-pressure sides back to low-pressure sides. This reduces net output flow or pressure. -
Obstructed suction/inlet path
Blocked or partially blocked suction strainer, filter, suction line or hoses restrict how much fluid can enter the pump. Without sufficient inlet supply, pump cannot deliver full flow or pressure. -
Insufficient suction head or priming issues
If the pump inlet pressure drops below the required Net Positive Suction Head (NPSH), vapour pockets form (cavitation), reducing the effective fluid being moved. Also, if pump is not properly primed or reservoir level is too low, pump may draw air. -
Relief or control valves mis-set or malfunctioning
If a relief valve or back-pressure valve is stuck open, or is set too low, some flow is “bled off” or diverted, preventing full pressure buildup. -
Worn gears, bearings, or housing surfaces
Over time mechanical wear degrades sealing surfaces, leading to more internal leakage, increased slip, loss of volumetric efficiency. -
Viscosity/temperature issues
If fluid becomes too thin (due to high temperature) or too thick (cold startup) it may not maintain proper sealing or flow characteristics. Elevated temperature also reduces fluid density and increases leakage/slip. -
Incorrect pump speed / wrong rotation / drive issues
If the pump speed is below the design rpm, or the pump is rotating in the wrong direction, output flow and pressure will be reduced. Coupling or motor issues may affect this.
Remedies & Preventive Measures
Once you’ve identified the cause(s), here are common fixes and best practices to restore performance and prevent recurrence:
-
Replace or rebuild worn pump components (gears, bushings, wear plates) to restore proper clearances
-
Clean or replace blocked filters/strainers; ensure suction line is large enough and properly routed with minimal bends and restrictions
-
Maintain adequate fluid level in reservoir; ensure priming is done correctly and inlet is submerged when needed
-
Use fluid with correct viscosity for the operating temperature; monitor fluid temperature and adjust or cool if needed
-
Check and adjust relief, back-pressure, and control valves per manufacturer specs; replace faulty valves or springs if necessary
-
Ensure pump is driven at correct RPM; ensure correct motor coupling, correct wiring/rotation direction
-
Establish routine monitoring of pressure, flow, and temperature to catch degradation early
Symptom #3: Overheating / Poor Efficiency
Overheating and loss of efficiency tend to go hand in hand. A hydraulic gear pump that is becoming overly hot often is also wasting energy, producing less useful output for the same input. Recognizing this symptom early helps avoid serious damage (e.g. to seals, fluid, or mechanical parts) and reduces energy and maintenance costs.
Possible Causes
Here are common causes of overheating and efficiency loss in hydraulic gear pumps, supported by technical literature:
-
Wrong fluid viscosity or degraded hydraulic fluid
When the fluid is too thick (especially at low temperature) or too thin (at high temperature or after degradation by oxidation), its lubricating ability and heat transfer capacity drop. This causes increased friction, internal leakage, and heat buildup. -
Contamination (dirt, water, air) in fluid
Particles, moisture or air bubbles reduce fluid performance, increase internal friction, cause cavitation or aeration, and degrade cooling and lubrication. -
Aeration / cavitation
Air entering the system (aeration) or formation & collapse of vapor bubbles (cavitation) generate intense localized heating, damage, and reduce volumetric and mechanical efficiency. -
Insufficient fluid supply or oil starvation
If fluid level is low, or inlet/suction line is restricted, the pump may not have enough fluid for proper lubrication and cooling, thus overheating more easily. -
Poor cooling system or blocked heat exchangers / restricted airflow
Heat exchangers, radiators, or cooling fins that are blocked, dirty, or malfunctioning will reduce the system’s ability to dissipate heat. Also reservoir ventilation or ambient airflow matters. -
Excessive pressure drops or internal leakage
When there is abnormal internal leakage or flow is forced through resistance (valves, hoses), or relief valves are improperly set, the energy lost becomes heat. Higher pressure drop = more heat generated.
Remedies & Preventive Measures
Here are practical fixes and maintenance tips to reduce overheating risk and maintain high efficiency:
-
Use hydraulic fluid of correct viscosity grade for ambient and operating conditions; replace fluid regularly to avoid degradation.
-
Ensure fluid cleanliness: good filtering, avoid moisture ingress, bleed air out properly.
-
Maintain proper fluid level and ensure inlet/suction lines are well designed (short, smooth, sufficient diameter, minimal bends) to avoid starvation.
-
Keep cooling systems (heat exchangers, fans, reservoirs) clean, properly sized, and functional. Ensure good ambient cooling/ventilation.
-
Avoid operating beyond design specifications: limit maximum pressure, avoid continuous high-load extremes, allow system to rest if duty cycle demands.
-
Monitor performance over time (temperature, current draw, efficiency metrics) so trends alert you to deteriorating conditions before failure.
Prevention & Maintenance Tips
Key Maintenance Practices
-
Regular Inspection & Monitoring
-
Visually inspect hoses, pipes, couplers, seals, and fittings for leaks, cracks, wear or corrosion. Even small leaks or loose fittings can introduce air or cause fluid loss, exacerbating problems.
-
Monitor performance parameters such as inlet and outlet pressure, flow rate, fluid temperature. Track trends over time to detect gradual performance drop.
-
-
Fluid Management
-
Maintain fluid at correct levels in the reservoir. Low fluid levels can cause cavitation, aeration, and loss of prime.
-
Use hydraulic fluid with manufacturer-specified viscosity. Using fluid that is too thin or too thick can lead to inefficiencies or internal leakage.
-
Change hydraulic fluid regularly to avoid accumulation of contaminants, moisture, or degraded additives. Clean fluid helps reduce wear and overheating.
-
-
Filter & Strainer Maintenance
-
Replace or clean suction strainers / inlet filters regularly. Blocked strainers restrict fluid flow into the pump, contributing to performance loss and possibly cavitation.
-
Ensure filters are not bypassed and that the filtration system can handle particle load. Use indicators that show when filters are clogged.
-
-
Seal, Bearing, and Internal Component Checks
-
Check seals, O-rings, gaskets for wear or damage and replace when needed. Failed seals allow internal or external leakage.
-
Inspect bearings and gear clearances. Worn bearings or excessive clearance between gears will cause inefficiency, noise, and reduced pressure/flow.
-
-
Temperature & Cooling System Care
-
Ensure heat exchangers, cooling fins, or oil coolers are clean and functioning. Obstructions or reduced cooling capacity lead to overheating.
-
Monitor fluid temperature and motor/electrical components as well. Excess heat degrades fluid, damages seals, increases wear.
-
Conclusion
Hydraulic gear pumps are the workhorses in many industrial and mobile applications, but like any precision machinery, they can fail in ways that erode performance, cause downtime, or even damage other system components. The three symptoms discussed — unusual noise, loss of pressure/reduced flow, and overheating/poor efficiency — serve not only as warnings but also guideposts. Recognizing them early, performing proper diagnostics, and applying preventive maintenance can save time, money, and stress.
If you keep up with fluid cleanliness, follow installation best practices, monitor performance, and address small issues before they escalate, you can greatly extend pump life. Remember: pump failure is rarely sudden — it usually starts small, with one symptom creeping in and building up over time.

About Poocca
If you are looking for reliable hydraulic gear pumps or a one-stop source for hydraulic transmission components, Poocca Hydraulic (Shenzhen) Co., Ltd. is worth knowing. Poocca is an established manufacturer (since 2006) specializing in R&D, production, maintenance, and sales of gear pumps, piston pumps, vane pumps, hydraulic motors, valves, and accessories.
Some reasons Poocca may be a strong choice:
-
Extensive product range (over 1,000 models) to suit many applications.
-
Full service from design / customization through to after-sales support.
-
Certifications and quality controls in place (e.g. ISO9001:2015) and modern manufacturing/testing equipment.
If your system is showing any of the symptoms in this article — or if you want a more efficient, quieter, more durable pump option — checking whether a pump from Poocca suits your needs might be a good move.
Post time: Sep-20-2025



